News
Material Storage Management
Automation Simplified
Managing the reception of materials and its distribution throughout all the storage locations can be a daunting task. Automating this with off-the-shelf products simplifies tremendously the implementation of such a solution. Factory Talk Batch has a component called Material Manager that enables such implementation.
This solution seamlessly integrates the reception of materials into the Plant with the production process. Setting up this solution consist of defining the materials capabilities in Factory Talk Batch. These capabilities are defined by containers, or locations where material can reside, possible materials that can exist in the plant and the possible means of moving material from a source to a destination called Phases.
Storage locations may include Tanks, Silos, Totes, Pallets, etc. These containers will have properties, some of these are required such as What materials can exist in the container, other properties can be user-defined, such as Physical location.
Another aspect that needs to be defined is the possible materials that can exist in the plant.
Materials also have properties, and some can be user-defined, such as Potency, density, moisture, etc. these last properties enable functionalities that can benefit the manufacturing process.
The last aspect to define is how material can be moved from a source to a destination, this is defined by Phases (as defined in ISA-S88 standard). These Phases in the equipment definition need to be defined as “Material Based Phases”. These phases belong to one or more units (as defined in ISA-S88) and are associated with the capability to move material from a container to a Unit.
At this point we can start creating material inventories and distributing them to the different locations, this can be done via the Material Manager user interface or can be performed by a Phase.
To illustrate how these aspects come together we will define a sample process consisting of silos used to store solids and tanks used to store liquids.

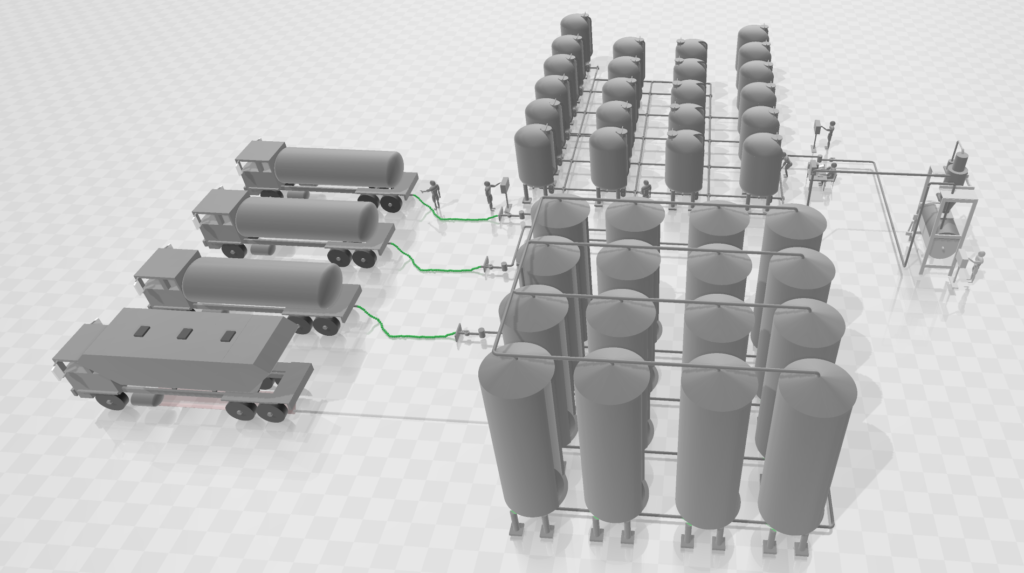
Figure 1 – Sample Raw material storage and their users.
In this process, we observe Two truck unloading stations, storage locations for solids and liquids and a Pre-weigh processing unit that consumes these materials to manufacture products.
Managing the inventory of materials starts with tracking the materials that have entered and left each container. In this example, we could have defined that any solid can be stored in any silo and any Liquid can be stored in any tank.
The FTBatch solution to this process will consist of 3 Units, each unit will have One Material-Based-Phase. Each of the phases in the truck unloading stations are associated with the possible destination silos and tanks they can transfer material to. The phase in the Pre-weigh unit will also be associated with all the possible tanks and silos it can receive materials from.
These phases will be added as steps of an Operation level Recipe (as defined in ISA-S88 standard). For each truck unloading station, a control recipe will execute and start the truck unloading phase. The phase contains default parameters that define the Material being requested to be transferred, the Batch server then determines where this material can be stored, this includes containers with the same material and empty containers. The Phase is then given the information as to what container the truck needs to be unloaded to, this determination is based on the container priority for receiving material. As the truck unloads material to the container the phase logic determines if this container is at capacity, at this point, the phase reevaluates the containers and determines which container to continue transferring the material. At this point, the material manager functionality will update the inventory of how much was transferred to each destination as well as other information such as the Lot ID of the material unloaded. This functionality can be adapted to automated routing solutions or those that require setting up a path before the equipment start transferring the material. Similarly, the solution can consist of applications where trucks need to be weighed before and after unloading to determine how much was transferred.
One Unit with One Phase is required for each unloading station.
On the process side of the plant, the Pre-weigh unit recipe can contain as many instances of the Material-Based-Phase, the phase parameters will specify the Material required and Amount. During the execution, the batch server will determine the containers with the inventory of the required material and select the one with the highest priority for use. This information is provided to the Phase who is responsible for transferring the required material from that source, if the source of the required material reports that it has no more material the phase can then prompt the operator to confirm that it is empty or it can automatically determine the next source for the required material and complete the dosing requirement from the new source.
During the addition of material to the Pre-weigh material, information can be transferred from the material inventory database and provide the phase information to report such as lot ID and material properties, these material properties can be used to adjust the amount of material required. This later functionality is especially practical because the recipe author does not have to specify an amount (mass) required but instead can request an amount of properties contained in the material, the Phase will then calculate the required mass to meet that requirement.
Automating the process of tracking material and their transfers can be greatly simplified by using the Off the shelf functionality contained in Factory Talk Batch. Benefits include preventing material cross-contamination by only allowing transfers from/To valid locations, reduced Phase programming required, material Inventory tracking, Material inventory reports, material usage reports, one solution to manage materials from raw materials receiving to finished products storage, great functionality value, electronic tracking of all material pertinent activities, extensible functionality that allows to optimize quality and throughput.
Posted In: Bakery Industry, Batch Boosters, Beverage Industry, Chemical Industry, Distilleries, FactoryTalk Batch, Food Industry, Life Science Industry, White Papers