News

Large Scale SCADA Migration using Ignition coupled with the Perspective Module
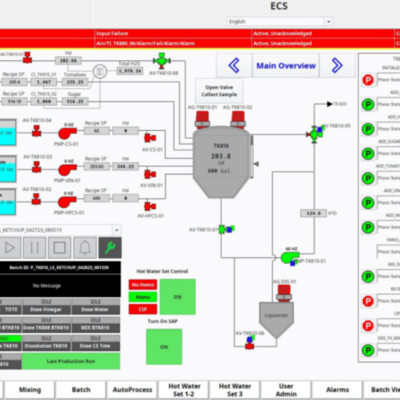
ECS Solutions, Inc., recently completed a large-scale SCADA migration for a fortune 500 food manufacturing client. This upgrade was noteworthy based on the size of the facility-wide project and the fact that it was executed using Inductive Automation’s Ignition platform coupled with the Perspective visualization module as the basis of design. This client has embarked on an enterprise-wide modernization effort which will enable them to maintain and monitor their dozens of facilities. In many ways, this made possible by rapid advancements in plant floor hardware and computing software, commonly referred to as Industry 4.0.
Read More | Posted In: Bakery Industry, Beverage Industry, Case Studies, Chemical Industry, Consumer Goods, Distilleries, Food Industry, Inductive Automation, Life Science Industry, MES, Metals, Metals Industry, News, SCADA

Manual Ingredient Additions – Confirmation and Tracking
ECS Solutions, Inc. (ECS), worked with a world leader in nutritional products to tie together the most critical software tools used in their dry ingredient manufacturing. This project merged the capabilities of the existing inventory tracking system with the robust batch processing capabilities in the company’s final assembly area.
The client’s existing inventory management system is a reliable platform which facilitates comprehensive materials tracking, complete with connectivity to their SAP ERP. The final assembly area FactoryTalk View batching system is a prompt-driven batching application designed to steer operators towards the successful assembly of mixes. The overarching goal of this project was to further enhance the consistency in product mixing actions by every operator. ECS tied, the tried and tested inventory tracking functions of the inventory management application, to the programmatic and physical control points provided by the batching control system. The results are streamlined operations for mixing personnel, non-invasive enforcement of the mixing steps and procedures, and more complete data records regarding specific ingredient usage and batch performance.
Read More | Posted In: Bakery Industry, Beverage Industry, Case Studies, Chemical Industry, Consumer Goods, Distilleries, Food Industry, Inductive Automation, Life Science Industry, Metals, Metals Industry

Know Your Loop Before You Attempt to Tune Your Loop
PID (proportional, integral, derivative) control algorithms are probably the most commonly used process control strategies in the industry. PID controllers or code are used to optimize process control, providing the means to ensure product stability and company profitability. These functions exist in small but powerful standalone controllers and as part of the instruction set of most modern large-scale programmable controllers. The code within PID controllers is frequently used in tandem with other control functions to create both simple and complex control systems.
PID control has existed for decades and there are many tools available to help implement and tune systems. Thus, this is generally easy to deploy in most situations. Straightforward methods exist to bring most processes into some degree of control. Higher-order analysis and techniques are needed for more complex control loops, products, or systems. Other factors must be considered like upstream and downstream operations and energy consumption. Furthermore, safety and regulatory items must be examined as well as these control loops and associated equipment do not exist in a vacuum. Volumes have been written about detailed techniques for tuning loops so this article will cover only basics in preparation for a later piece on the tuning of atypical loops.
Read More | Posted In: Beverage Industry, Case Studies
ECS & Ignition Deliver for AmeriQual
Success in many industries is the product of preparation and opportunity. Agility is frequently the lubricant that enables businesses to adapt and win a project or contract. This is especially true in private-label food manufacturing. “The people, processes, and equipment must be able to adapt to ever-changing market demands,” says Wes Blankenberger, Vice President of Operations & Maintenance for AmeriQual Group, LLC, in Evansville, IN (AmeriQual). Brand owners must beat their competition to market and the best way to do that is frequently via a capable private labeling partner. Much like brand owners leverage private label manufacturers, the manufacturing plants themselves leverage partners to assemble existing and new equipment into functional processing systems, often on aggressive timelines.
Similar traits and situations define success inside of the control system integration space. Much like private label manufacturing, clients call upon these firms because of their known ability to deliver in specialized market segments. They’re well-trained and typically gainfully employed by clients where they excel. Rarely are they entirely idle but their mix of professionals at different levels and specialties allows them to apply staff, often on short notice, to applications. Their highly trained teams can tackle projects or parts of projects large and small, often in concert with their teammates or outside firms.
Read More | Posted In: Case Studies, Chemical Industry, Uncategorized

High Performance Rubber Batching by ECS
ECS Solutions, Inc (ECS) recently used its extensive batch experience and dynamic company structure to help a major Southeast US rubber manufacturer realize and achieve project success. The end client had an existing semi-automated batch and mixing operation and had recently commissioned a project to duplicate this line’s operation with a new mix room, ingredient systems, and rubber mixer. They employed a powerhouse electrical contractor to connect all the new equipment and make it operate as a single system and this was largely successful. However, as the project moved through its lifecycle, the team realized that sophisticated batch operations would require specialized talents that were missing from the initial project team.
A quick web search for batch expertise within the region quickly pointed to ECS. It’s rare that ECS assets are idle, waiting for project work to arrive, and that was true in this case. Fortunately, the electrical contractor was a proven operator who had the situation in check with respect to major control equipment, general electrical planning, and installation, so ECS was able to apply only batch-specific resources and a slim project management umbrella. The ECS team quickly mobilized and took control of the batch portion of the project.
Read More | Posted In: Case Studies, Chemical Industry

PlantPAx Objects for Chemical Processor
ECS Solutions, Inc. (ECS) recently executed an increasingly rare upgrade for a midwestern chemical processor. The application was rare in that the facility and its controls were neither a brand new, greenfield design nor an upgrade from existing, controller-based automation. This grain processor utilizes volatile hexane in their oil extraction operations so the facility has classified locations throughout. Thus, the legacy control system leveraged pneumatic integration, and hard-wired, and hard-plumbed control loops. That system served them admirably for years and was left in place until this was replaced with a modern electrical system at the direction of ECS.
To facilitate a clean project that could be adopted easily by seasoned operators, ECS built the automation using Rockwell Automation ControlLogix hardware and PlantPAx objects for the code. The robust library of process objects made the code generation very straightforward, and the controller code coupled seamlessly to the Rockwell FactoryTalk View SE SCADA. ECS’ high-performance HMI design focused on a simple, flatter overall concept that leveraged color and animation effectively to drive efficient user interaction. Information from code easily passes to the newly deployed FT Historian system, sharing the same information to the long-term storage.
Read More | Posted In: Case Studies, Chemical Industry
ECS Helps Private Labeler Spring Into Action
When opportunity knocked for a midwestern US private label condiment and sauce manufacturer, their relationship with ECS Solutions, Inc. (ECS) helped them to excel. Success in private-label food manufacturing is often a matter of being able to accept new projects when a chance arrives to expand or acquire new business. Raw capability is a driving factor, but modern manufacturing is not necessarily built on having volumes of idle capacity sitting and waiting for the next project to arrive. These endeavors frequently spawn from a quick flex in schedules, skillful leverage of less-than-optimized equipment, and/or an effective change in technology. Sometimes entirely new operations must rise from nowhere in a seemingly unachievable timeframe, as was the case with ECS’ client.
When this midwestern manufacturer was presented with a chance to land a series of large contracts with a well-known label they quickly pressed all their assets into action to create an entirely new red sauce kitchen. Long lead time items were ordered with less-than-optimal information available. Equipment that could be reused from their local storage cache was inspected, tuned up, and prepared for deployment. Their existing relationships with local contractors allowed them to begin infrastructure preparation immediately and quickly move into detailed piping and wiring. Perhaps most importantly, their relationship with ECS allowed them to quickly assess the project and create a framework so that budgets could be established and bids obtained. It was quickly evident that a fully integrated solution from ECS was not only possible but that it would be integral to long-term success because it would allow for as much effective automation as reasonable, thus minimizing the number of new operating staff members to run the system once complete.
Read More | Posted In: Case Studies, Food Industry

Systems Integrator Extends Packaging OEM’s Reach
Modern packaging plants want tightly integrated line solutions that run their array of products with fewer operating personnel and the easiest possible means for equipment maintenance. Buyers increasingly purchase large-scale packaging solutions from a single vendor with the expertise to deliver these applications. This presents challenges to equipment OEMs, many of whom offer a few niche or high-level equipment with a menagerie of complimentary machines. Many project suppliers are chosen based on their proven ability to handle a specific, complex operation around which the line is anchored, and the additional machines become part of the overall project by default.
It is generally not feasible for focused machine OEMs to also provide the broad-reach solutions required to fully integrate these complex lines. The breadth of staff required to achieve the expertise for detailed machine control along with the adjacent line operations and IT connections would be unbearably expensive for most machine builders. This is especially true because fully integrated options are not part of every option, so OEMs end up with some of their highest-end staff idle on many of the simpler applications that they tackle. These extended solutions frequently come via a dedicated line systems integrator. ECS Solutions (ECS) is a systems integrator that has delivered a huge variety of manufacturing solutions for more than 45 years including highly integrated packaging lines.
Read More | Posted In: Case Studies, Food Industry, Inductive Automation

Embracing the Connections of Automation Projects
The ECS Solutions (ECS) team works on all manner of automation projects, from small to large and from very simple to highly complex. Many of these projects have a major impact on the success of their clients but few are more satisfying than when a project’s results are a dramatic streamlining of plant operations tied in seamlessly with new or upgraded automation.
The most effective manufacturing companies enjoy a harmonious tie-in between the automation that exists, regardless of the level or magnitude, and the other systems that complete the plant operations. Standardized procedures, reduced waste & increased quality, compliance with contracts and regulations, and better employee contribution are all hallmarks of the best manufacturers, and all lead to increased profits.
Read More | Posted In: Case Studies, Food Industry, SCADA

Chemical Manufacturer Upgrades Critical Systems
A midwestern US chemical plant plays an integral part of the worldwide supply of stock for animal feed, refined human vegetable oils, and various other products. This family-owned operation has been a powerhouse in soybean processing, specifically, for more than half a century. As such, their processing areas for that product specifically are considered the epitome of “critical” and run year-round with only a single annual shutdown to handle most large-scale maintenance and upgrade projects.
As this plant looked to install the first ever automation to their critical extraction and shared cooler areas, they knew that this would be a large-scale project that would encompass a multitude of equipment and trades and that the installation would span several years. This project would require partners who could handle the technical scope as well as the extended and complex project management.
Read More | Posted In: Case Studies, Chemical Industry